
When it comes to face milling aluminum, the role of coolant is often underestimated. This crucial fluid plays an integral role in mitigating common challenges encountered in manufacturing CNC aluminum parts. Due to aluminum’s high thermal expansion coefficients, machinists encounter issues such as heat-induced deformations, compromised finishes, and corrosion during the milling operation.
For manufacturers, understanding the impact of coolant can significantly enhance their productivity and product quality. Coolant plays a crucial role in reducing cutting forces, effectively preventing vibrations and enabling a wider range of feed rates and depths of cut.
Preventing Heat-induced Deformations
High cutting forces during aluminum CNC machining present a series of challenges. These forces can lead to micro-cracking, warpage, or bending of the aluminum workpiece. At the heart of these deformations lies a trifecta of factors: temperature, stress, and intrinsic material properties of aluminum.
Heat Generation Zones:
Figure 1: Primary, Secondary, and Tertiary deformation zones while machining
We must pinpoint the heat generation zones during machining for a granular understanding. Three distinct zones emerge: the primary deformation zone, the tool-chip interface, and the tool-workpiece contact area.
The primary deformation zone, being the initial contact, sees chip formation after the cutting tool cuts the material. Subsequently, the secondary zone involves the tool-chip contact, and the tertiary zone covers the contact between the tools and workpieces.
Research Results:
A meticulous research ventured to demystify the coolant’s penetration at these zones. Findings revealed that coolants predominantly impact the primary zone, where roughly 60% of total machining heat can be generated. Coolants barely reach the secondary and tertiary deformation zones during high-speed machining operations.
The study leveraged an infrared sensor to assess the machining temperature at a turning rate of 150 rpm, aiming to discern the distinct roles of different coolants. As in fig: 2, the data indicated a noticeable temperature reduction attributed to either the vaporization (heat absorption) of the coolants or the fluid’s wettability. Notably, the higher the wettability of the machining fluids, the less splashing occurred during application, thus facilitating superior heat dissipation.
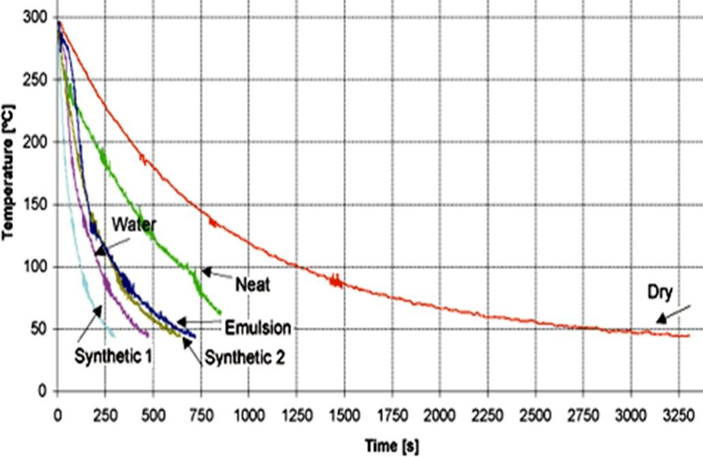
Figure 2: Experiment results showing temperature reduction properties of different coolants.
This insight underpins the critical nature of coolant selection in ensuring the structural integrity of machined aluminum parts.
Coolant’s Impact on Surface Finish
In CNC machining aluminum, the deployment of coolants can dramatically enhance the surface finish of the workpiece. Acting dually as a heat dissipater and lubricant, coolants mitigate friction at the tool-chip and tool-workpiece interfaces. This lubrication curtails both cutting force and temperature. Furthermore, coolants play a pivotal role in decelerating tool wear, stymying the onset of built-up edges (BUE), and amplifying the workpiece’s surface quality.
Chip removal is another essential component to ensure superior surface quality. In machining aluminum, coolants help create longer chip strands that are easily moveable and have minimal contact with the workpiece’s surface. It is paramount to note that the chip removal rate (CRR) directly relates to the choice of coolant, where higher CRR values indicate improved fluidity.
The Other Side:
The role of coolants is not universally positive across all machining processes. It has been noted in certain high-speed operations, the efficacy of coolants diminishes substantially. During the milling process, for instance, the rapid pace often leads to coolant decomposition before it can engage beneficially in the cutting zone, offering negligible impacts on cutting force modulation and surface quality improvement.
Research Point:
Contrastingly, a research paper probed the effects of diverse cutting fluids on 7050 aluminum alloy’s machined surface quality. The study juxtaposed a novel cutting fluid, QC-2803, synthesized with alkyl alcohol amide and chlorinated polyolefin, against a conventional fluid, CCF-10. Notably, QC-2803 reduced surface roughness by approximately 20.0% and amplified tool life by 25.6%.
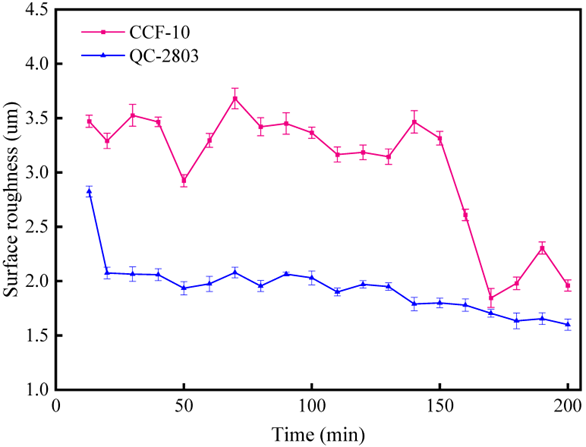
Figure 3: Surface roughness of CCF-10 and QC-2803
Now, you better understand the coolant’s impact on the surface finishing of the face milling aluminum. Be sure to consider its role in your machining process for optimal outcomes.
Corrosion Protection
Aluminum is well known for its anti-corrosive properties. However, its machined surfaces are prone to corrosion due to residual cold working and cutting forces.
Coolant plays a vital role in protecting aluminum from corrosion during CNC milling. It forms a defensive layer between the freshly milled aluminum surface and potential corrosive elements. Specifically, corrosion inhibitor additives can be integrated into the coolants, forming a robust protective layer on the workpiece. This layer effectively removes the corrosive elements, preserving the freshly machined surface.
Furthermore, when using oil-based cutting fluids, manufacturers should select one with higher alkalinity levels (pH > 10) as these provide superior anti-corrosion benefits.
A suitable coolant acts as a shield, filling microscopic flaws and irregularities on the machined surface. It effectively prevents corrosive elements from settling and initiating damaging reactions. This effect is particularly significant in complex designs, where the potential for moisture to accumulate and induce corrosion is heightened. By blocking these tiny recesses, coolants enhance the long-term durability and integrity of the aluminum milled part.
Conclusion
In conclusion, the strategic application of coolants in aluminum CNC machining is a critical factor that impacts the final product’s quality, durability, and performance. Our comprehensive analysis has shed light on how coolants regulate heat, mitigate structural deformations, enhance surface finish, and shield against corrosion during face milling operations.
From the initial chip formation to post-machining protection, coolants play an integral role in ensuring the structural integrity of machined aluminum parts. However, the selection of the coolant and its efficacy requires a nuanced understanding of the machining process, as well as the inherent properties of the aluminum alloy in question.
When seeking premium aluminum machining services, it’s crucial to partner with providers who understand the relationship between coolants and the machining process. Such an understanding results in superior outcomes, underpinning the production of high-quality machined aluminum parts optimized for their intended application.